Chemical processing pumps require a distinct set of essential features to guarantee reliable and efficient operation when handling hazardous and corrosive substances. Corrosion resistance is paramount, with stainless steel and specialized alloys being employed to prevent degradation. Advanced sealing mechanisms, such as double mechanical seals or magnetic couplings, are also vital in preventing leakage and contamination. Additionally, precise flow control is achieved through positive displacement technology, allowing for +/- 1% dosing accuracy. Automated shut-off features and real-time monitoring sensors also mitigate chemical spillage risks. A closer examination of these features and their practical applications reveals there's more to reflect on.
Listen to the Article Summary
Key Takeaways
- Imagine a chemical processing plant where pumps are constantly at risk of failing, causing devastating spills and exposing workers to hazardous chemicals. The consequences are dire, with both human lives and environmental sustainability at stake. To prevent such catastrophes, every chemical processing pump should be equipped with essential features that ensure reliability, precision, and safety.
- Corrosion-resistant materials, such as stainless steel or Hastelloy, form the pump's armor against the unforgiving chemicals that flow through it. Advanced sealing mechanisms, like double mechanical seals or magnetic couplings, safeguard against leaks and contamination. Automated shut-off features and leak detection sensors stand watch, ready to spring into action at the first sign of trouble. Positive displacement technology empowers you with exacting flow control, dosing chemicals with pinpoint accuracy. Real-time monitoring sensors and smart technologies provide the nerve center for predictive maintenance, optimizing operations, and extending the pump's lifespan.
- Don't let pump malfunctions put your workers, the environment, or your operations at risk. Reach out to Tru-Kare Tank & Meter Service to safeguard your facility with chemical processing pumps equipped with these life-saving features.
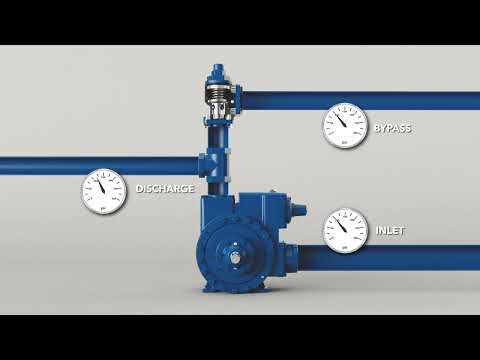
Understanding Blackmer Pump Technology
Numerous chemical processing applications rely on Blackmer pump technology due to its distinct operational advantages. At the heart of this preference lies the pump's ability to efficiently handle viscous and abrasive fluids, a feat made possible by its sliding vane technology. This design enables self-priming capabilities, allowing for increased flexibility and operational safety in chemical processing environments.
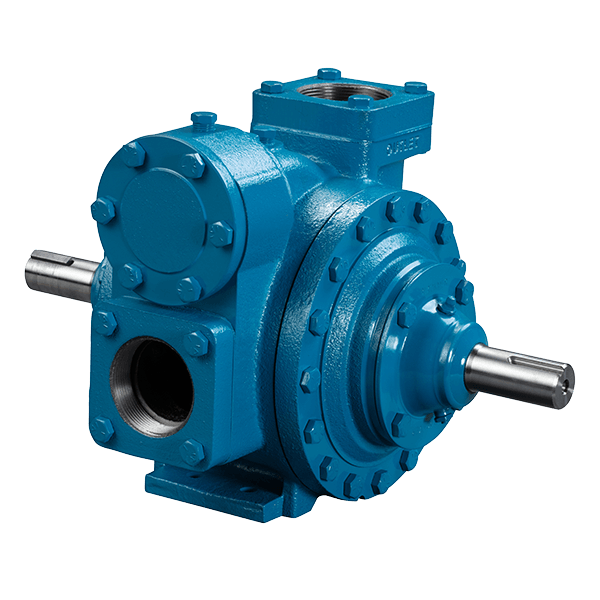
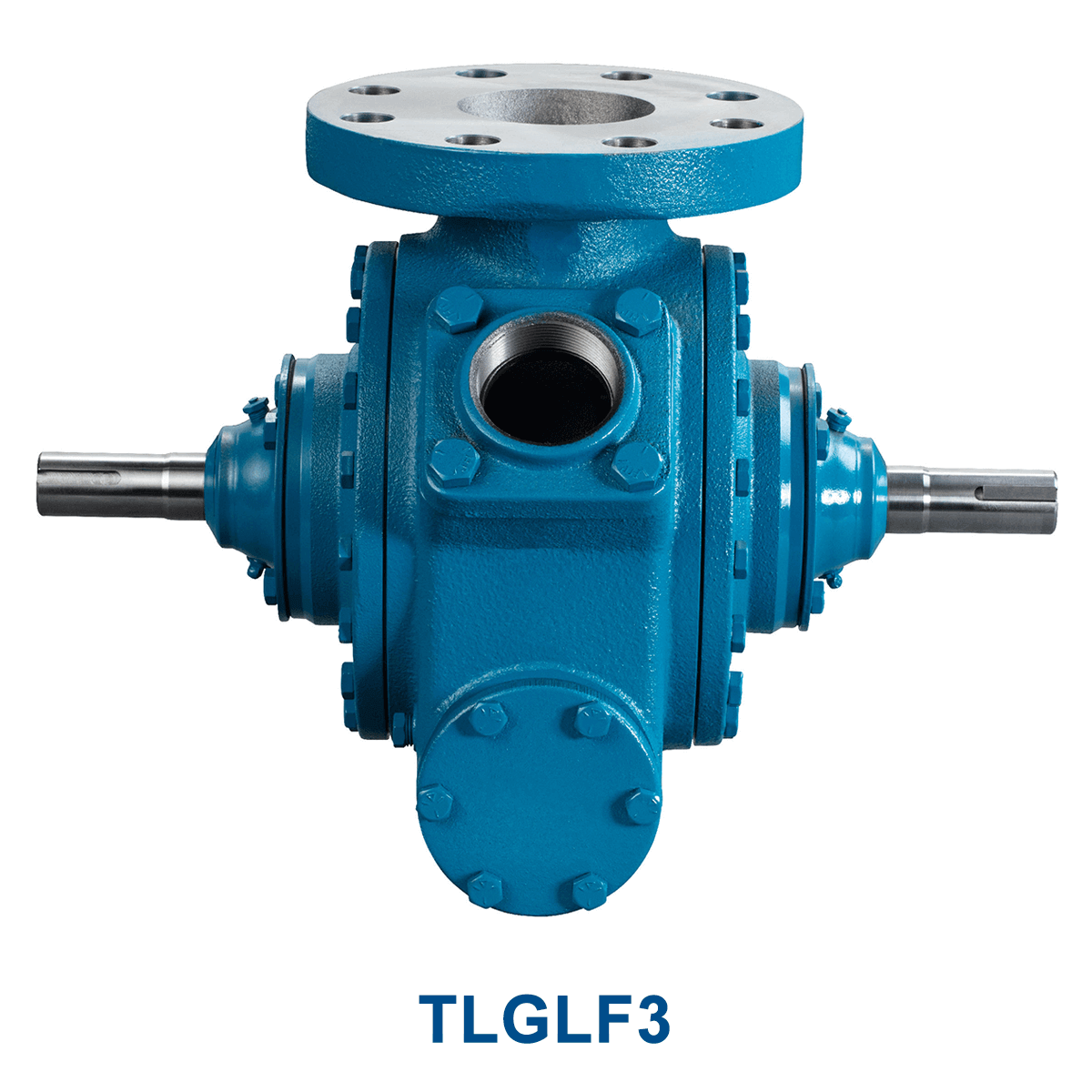
The Blackmer LGLD3F Sliding Vane Pump exemplifies these features with its customized design for handling chemicals like propane and LPG, further reinforcing its critical role in various applications.
Blackmer pumps also boast a high level of corrosion resistance, achieved through the use of materials like stainless steel and specialized alloys. Their advanced sealing mechanisms prevent leakage and contamination, further enhancing operational safety and reliability in hazardous environments.
Additionally, these pumps offer variable flow capacities, capable of handling a wide range of flow rates, from a few gallons per minute to over 1,000 gallons per minute. This flexibility is a critical feature for chemical processing applications, where compliant materials and efficient handling are essential.
The compact design of Blackmer pumps also promotes reduced maintenance needs, through durable construction and fewer moving parts. This, in turn, contributes to improved operational safety and efficiency.
Key Features for Chemical Processing
Several significant design elements are required for chemical processing pumps to guarantee reliable and efficient operation in demanding environments. The construction of these pumps from corrosion-resistant materials, such as stainless steel or Hastelloy, is essential to handle aggressive and hazardous substances without degradation.
For instance, the Blackmer LPG Sliding Vane Pump is built with a ductile iron body and Buna-N seals, demonstrating the importance of strong materials in preventing wear over time. Advanced sealing mechanisms, including double mechanical seals or magnetic couplings, are also essential for preventing leaks and maintaining operational safety in environments with volatile chemicals.
In addition to these fundamental design elements, automated shut-off features and leak detection sensors are necessary to mitigate risks associated with chemical spillage and system failures. The integration of positive displacement technology enables precision in flow control, allowing for dosing accuracy of +/- 1%, which is crucial for chemical processing applications.
Moreover, regular maintenance protocols and the ability to perform real-time monitoring through smart pump technologies are crucial for ensuring long-term efficiency and reliability in chemical operations. By incorporating these key features, chemical processing pumps can provide the necessary safety features and performance to support the demanding requirements of chemical processing applications.
Importance of Efficiency in Pump Design
Focusing on efficiency is essential when designing chemical processing pumps, as it directly impacts the overall performance and operational costs of industrial facilities.
Inefficient pumps can lead to increased energy consumption, which not only raises operational costs but also contributes to a larger environmental footprint.
High-efficiency pumps, such as the Blackmer LGLD4B Sliding Vane Pump, can make a significant difference, often featuring optimized impeller designs and variable frequency drives that can lead to energy savings of up to 30% compared to traditional pumps.
Proper pump sizing and configuration, ensuring operation near the Best Efficiency Point (BEP), can also minimize wear and tear, reducing maintenance costs and extending service life.
To take it a step further, implementing smart monitoring technology in pump systems enables real-time performance tracking, helping to optimize operation and prevent unnecessary downtime.
By prioritizing efficiency in pump design, chemical processing facilities can not only lower operational costs but also improve overall system reliability, reducing the likelihood of mechanical failures that can disrupt operations.
Reliability and Maintenance Considerations
Essential to the operation of chemical processing facilities, reliable pumps are vital for maintaining efficient and uninterrupted production. The reliability of these pumps is considerably improved through the use of corrosion-resistant materials, such as stainless steel, Hastelloy, and high-grade plastics, which withstand harsh chemical environments.
A well-planned maintenance strategy is also important for preventing leaks and ensuring ideal performance, ultimately extending the lifespan of the pumps.
To achieve this, the following considerations are key:
- Implementing automated monitoring systems to facilitate predictive maintenance by detecting early signs of wear or failure, allowing for timely interventions and reducing downtime.
- Utilizing dual mechanical seals and advanced sealing technologies to prevent leaks and minimize the risk associated with hazardous material handling, ensuring operational reliability.
- Establishing a scheduled preventive maintenance program to markedly lower the total cost of ownership by reducing the frequency and severity of unexpected pump failures and maintenance disruptions.
Safety Features in Chemical Processing Pumps
Building on the foundation of reliability and maintenance considerations, the safety features of chemical processing pumps take center stage in guaranteeing the well-being of personnel and the environment. As the industry aims for freedom from hazards, incorporating advanced safety features is critical.
| Safety Feature | Function | Benefit |
|---|---|---|
| Advanced Sealing Technologies | Prevent Leaks | Safe handling of hazardous materials |
| Automated Shut-off Features | Mitigate Risks | Immediate response to prevent accidents |
| Corrosion Resistant Materials | Improve Durability | Maintain safety standards |
| Real-time Monitoring Sensors | Predictive Maintenance | Immediate detection of issues |
| Pressure Relief Valves | Prevent Overpressure | Protect against catastrophic failures |
The use of corrosion-resistant materials, such as stainless steel or Hastelloy, is essential to maintain safety standards. Smart pump technologies equipped with real-time monitoring sensors enable predictive maintenance, while pressure relief valves protect against overpressure situations. Additionally, integrated automated shut-off features provide immediate response to prevent accidents. By incorporating these safety features, chemical processing pumps can guarantee the safe handling of hazardous materials and mitigate risks, ultimately providing the freedom to operate with confidence.
Frequently Asked Questions
What Are the Important Characteristics of a Pump System?
Key Characteristics of a Pump System

When designing and selecting a pump system, several key characteristics must be considered to ensure efficient, safe, and reliable operation. In Canada, pump systems must comply with the Canadian Standards Association (CSA) and the American Society of Mechanical Engineers (ASME) codes, as well as relevant regulations such as the Canadian Environmental Protection Act (CEPA) and the U.S. Environmental Protection Agency (EPA) guidelines.
Efficiency and Energy Consumption
A pump system's efficiency is crucial to minimize energy consumption and reduce greenhouse gas emissions. A system with high efficiency will not only lower operating costs but also contribute to a more sustainable environment. For example, a pump system with a high-efficiency motor can reduce energy consumption by up to 30% compared to a standard motor. When selecting a pump system, look for the CSA and ASME certifications, which ensure compliance with energy efficiency standards.
Noise Reduction and Safety Features
Noise reduction is another critical characteristic of a pump system, as excessive noise can be a safety concern and cause disturbance to nearby communities. A well-designed pump system should incorporate noise-reducing features, such as sound-absorbing materials or noise-reducing valves. Additionally, strong safety features, including emergency shutdown systems and protective barriers, must be integrated into the design to prevent accidents and injuries.
Maintenance Requirements and Material Compatibility
Regular maintenance is essential to ensure the longevity and performance of a pump system. A system with easy maintenance access and minimal downtime can reduce maintenance costs and minimize production losses. When selecting a pump system, consider the material compatibility of the system components, such as the pump, valves, and pipes, to ensure they can withstand the process fluids and operating conditions.
Flow Rate, Temperature Control, and Pressure Limits
The flow rate, temperature control, and pressure limits of a pump system must be carefully considered to ensure optimal performance and prevent damage to the system or surrounding equipment. A system with adjustable flow rates and temperature controls can accommodate varying process conditions, while pressure limits must be set to prevent over-pressurization and potential system failure.
Installation Ease and Regulatory Compliance
Finally, the installation ease of a pump system is critical to minimize installation time and costs. A system with a simple and intuitive design can reduce the risk of errors and ensure compliance with regulatory requirements, such as the CSA and ASME codes.
As a pump system expert notes, "A well-designed pump system is not just about moving fluids; it's about ensuring the safety, efficiency, and reliability of the entire process." By considering these key characteristics, you can select a pump system that meets your needs and regulatory requirements.
What Are the Essential Parts of a Pump?
A pump's core components, including the pump body, impeller or rotor, seals and gaskets, motor drive, and control system, work in tandem to determine efficiency, reliability, and performance. These critical parts are essential for proper installation, maintenance, and troubleshooting, ensuring the pump operates at its best.
In Canada, the Canadian Standards Association (CSA) and the American Society of Mechanical Engineers (ASME) provide guidelines for pump design, installation, and maintenance. Complying with these standards, such as CSA B51 and ASME B73.1, is crucial for ensuring pump safety and performance.
When selecting a pump, consider the type of impeller or rotor used, as it significantly impacts the pump's efficiency and performance. For example, a closed-impeller design is suitable for applications requiring high pressure and flow rates, while an open-impeller design is better suited for low-viscosity fluids.
Seals and gaskets play a vital role in maintaining the pump's integrity and preventing leaks. Regular inspection and replacement of these components can help prevent costly repairs and downtime.
The motor drive and control system are also critical components, as they determine the pump's operating speed and efficiency. Variable speed drives, such as those certified by CSA and ASME, can help optimize energy consumption and reduce wear on the pump and motor.
In conclusion, a pump's essential parts are intricately connected, and their proper selection, installation, and maintenance are essential for optimal performance and efficiency. By understanding the importance of these components and adhering to relevant Canadian and U.S. standards, pump operators can minimize downtime, reduce energy consumption, and extend the lifespan of their equipment.
"Proper pump maintenance is not just a necessity, it's an investment in the longevity and efficiency of your equipment." - [Custom Quote]
What Factors Must Be Considered When Selecting a Pump to Be Used in a Process?
Selecting the Right Pump for Your Process: A Comprehensive Guide
When choosing a pump for a process, it's essential to consider multiple factors to ensure optimal performance, reliability, and compliance with regulations. In addition to performance criteria, fluid compatibility, operating temperature, pressure requirements, maintenance needs, energy efficiency, flow rate, and material selection, consider the following factors.
Regulatory Compliance: Meeting Canadian and U.S. Standards
Ensure the pump meets the relevant standards and regulations, such as the U.S. Environmental Protection Agency's (EPA) Energy Star program and the Canadian Standards Association's (CSA) energy efficiency standards. Compliance with these regulations not only conserves energy but also helps prevent environmental pollution.
Installation Space and Sealing Mechanisms
Assess the available installation space and select a pump that fits comfortably, allowing for easy maintenance and repair. Additionally, consider the sealing mechanisms to prevent leaks and ensure the pump's longevity.
Material Selection and Fluid Compatibility
Choose a pump constructed from materials that are compatible with the fluid being pumped. Incompatible materials can lead to corrosion, contamination, or even catastrophic failures. Consider consulting with a specialist or referring to resources like the American Society of Mechanical Engineers (ASME) or the Canadian Society for Mechanical Engineering (CSME) for guidance on material selection.
Energy Efficiency and Maintenance Needs
Select a pump that balances energy efficiency with maintenance requirements. While energy-efficient pumps may require less maintenance, they can also be more complex and costly to repair. Regular maintenance, as outlined in the manufacturer's guidelines, will help prevent costly repairs and downtime.
Flow Rate and Pressure Requirements
Determine the required flow rate and pressure to ensure the pump can meet the process demands. Consider consulting with a pump specialist or using software like the Hydraulic Institute's (HI) Pump Selection Software to determine the optimal pump size and configuration.
Operating Temperature and Environmental Considerations
Consider the operating temperature and environmental conditions in which the pump will operate. Extreme temperatures, corrosion, or other environmental factors can affect the pump's performance, reliability, and lifespan. Select a pump that can withstand the operating conditions and consider features like temperature control or corrosion-resistant coatings.
By considering these factors, you can ensure the selected pump meets the process requirements, is energy efficient, and provides reliable performance while minimizing the risk of costly repairs and downtime.
"A well-selected pump is the heart of a reliable process, and considering all the factors is crucial to ensure optimal performance and longevity." - Pump Specialist
What Are the Important Parameters of Pump?
Key Parameters of Pumps: A Comprehensive Guide

When evaluating the performance and reliability of a pump, several critical parameters come into play. These factors not only impact the pump's efficiency but also influence its overall lifespan and maintenance requirements. In this article, we'll delve into the essential parameters of pumps, exploring their significance and relevance to various industries.
Flow Rate and Pressure Drop: The Dynamic Duo
A pump's flow rate and pressure drop are intricately linked, as they determine the device's ability to transfer fluids efficiently. While flow rate measures the volume of fluid pumped per unit time, pressure drop refers to the decrease in pressure between the inlet and outlet of the pump. Understanding these parameters is crucial, as they directly affect the pump's performance, energy consumption, and overall system design.
Viscosity Index and Temperature Range: Fluid-Specific Considerations
The viscosity index and temperature range of a pump are vital factors to consider, particularly when handling fluids with varying viscosities and temperature sensitivities. A pump's viscosity index indicates its ability to handle fluids with different viscosities, while its temperature range specifies the acceptable operating temperatures. These parameters ensure the pump can handle the fluid's properties without compromising its performance or longevity.
Material Compatibility and Energy Efficiency: Critical for Reliability and Sustainability
Material compatibility is a critical parameter, as it ensures the pump's components are resistant to corrosion and wear caused by the fluid being pumped. Similarly, energy efficiency has become a top priority in recent years, with many countries implementing regulations to reduce energy consumption. In Canada, for example, the Energy Efficiency Act (EEA) and the Energy Efficiency Regulations (EER) set standards for energy-efficient equipment, including pumps.
Maintenance Frequency, Operating Life, and Installation Requirements: Cost-Saving Considerations
Regular maintenance, operating life, and installation requirements all contribute to the overall cost of owning and operating a pump. By understanding these parameters, operators can schedule maintenance, plan for replacement, and optimize installation to minimize costs and downtime. In the United States, the ASME (American Society of Mechanical Engineers) and API (American Petroleum Institute) provide guidelines for pump installation, maintenance, and operation. In Canada, the CSA (Canadian Standards Association) offers similar standards and guidelines.
Noise Level: An Often-Overlooked Parameter
Noise level is an essential parameter, particularly in environments where noise pollution is a concern. Pumps can generate significant noise, affecting both the surrounding environment and operator safety. By selecting pumps with low noise levels or implementing noise-reducing measures, operators can create a safer, more comfortable work environment.
In conclusion, the parameters of a pump are intertwined, and understanding their significance is crucial for ensuring optimal performance, reliability, and efficiency. By considering these factors, operators can make informed decisions when selecting, installing, and maintaining pumps, ultimately reducing costs and environmental impact.
"A pump is only as good as its parameters. By understanding the intricacies of flow rate, pressure drop, viscosity index, and other essential factors, operators can unlock the full potential of their pumps, leading to improved performance, reduced maintenance, and increased efficiency."
Conclusion
Imagine a chain with a single weak link, strained to its breaking point. One wrong move, and the entire system comes crashing down. A chemical processing pump is no different. Its reliability and efficiency hang in the balance, threatened by a single subpar feature. The consequences of failure are catastrophic: costly downtime, hazardous spills, and compromised public safety.
But what if you could forge a chain with no weak links? A pump that's fortified with the strongest features, designed to work in harmony to ensure maximum efficiency, reliability, and safety. This is the promise of advanced pump technology, where every component is crafted with precision and purpose.
At the heart of this promise lies a sturdy set of essential features: advanced Blackmer pump technology, prioritized efficiency, reliability, and maintenance considerations, and safety features that mitigate risk and guarantee operational integrity. These are the building blocks of a pump that can withstand the rigors of chemical processing, delivering performance you can count on.
If you're unsure about the integrity of your chemical processing pump or need expert guidance on selecting the right features for your operation, reach out to Tru-Kare Tank & Meter Service. Their expertise can help you forge a chain with no weak links, ensuring the reliability and efficiency of your pump and the safety of your operation.