When selecting a chemical pump, buyers must prioritize compatibility, efficiency, and safety to guarantee reliable performance, minimize downtime, and comply with industry regulations. A pump's design features, such as positive displacement and stainless steel construction, are vital for handling viscous and corrosive fluids. Compatibility of pump materials with the chemical properties of the media is also important, as incompatibility can lead to severe consequences. In addition, energy efficiency certifications and compliance with safety standards, such as ATEX certification, are necessary for reducing operating costs and securing legal compliance. A thorough understanding of these important features is just the starting point.
Listen to the Article Summary
Key Takeaways
Picture a Chemical Pump Failure: A Scene of Chaos and Hazard
Imagine the catastrophic consequences of a chemical pump malfunction: a toxic spill, equipment damage, and even harm to human life. The scene is all too real when buyers overlook crucial features in their pump selection.
The compatibility of pump materials with the chemical properties of the media is the first line of defense against disaster. Incompatible materials can corrode, leak, or even explode, unleashing a hazardous nightmare. A positive displacement design, on the other hand, is a guardian of efficient operation, handling viscous and non-viscous fluids with ease, making it a versatile option for various chemical applications.
Accurate Flow Rate and Head Requirements: The Key to Optimal Performance
Miscalculating the pump's flow rate and head requirements is a recipe for disaster. Inaccurate identification can lead to premature wear, reduced performance, and increased energy consumption. The consequences are costly and avoidable.
Energy Efficiency Certifications: The Badge of Safety and Savings
Energy efficiency certifications, such as ATEX, are not just a regulatory requirement; they're a badge of honor, symbolizing a commitment to safety and savings. These certifications significantly reduce operating costs over time, ensuring compliance with safety standards and protecting the environment.
Regular Maintenance: The Secret to a Long and Healthy Pump Life
Regular maintenance schedules and compatible cleaning solutions are the unsung heroes of pump longevity. Neglecting these essentials can lead to unexpected failures, equipment downtime, and costly repairs. By prioritizing maintenance, you can prolong pump lifespan, prevent failures, and ensure continuous operation.
Don't risk a chemical pump failure. If you need help navigating the complexities of chemical pump selection, reach out to Tru-Kare Tank & Meter Service. Our experts will guide you in choosing the right pump for your specific needs, ensuring safe and efficient operation.
Understanding Blackmer Pump Technology
In the domain of chemical transfer applications, pump technology plays a significant role in guaranteeing efficient and safe handling of a wide range of fluids. Consequently, understanding Blackmer pump technology is vital for informed pump selection and peak performance.
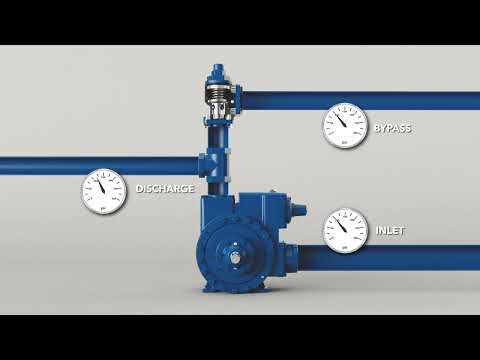
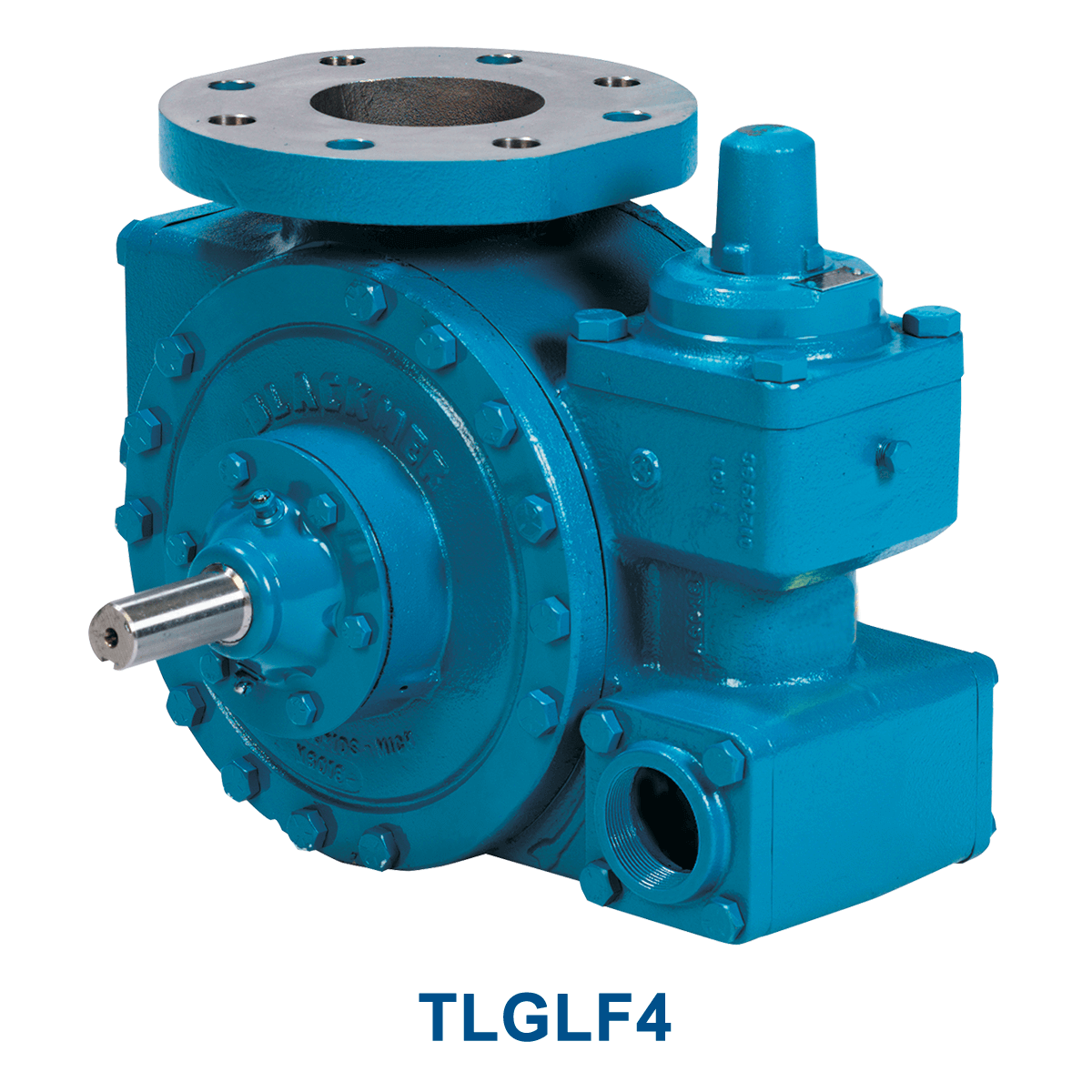
Blackmer pumps boast a positive displacement design, efficiently handling both viscous and non-viscous fluids, making them ideal for chemical transfer applications. The Blackmer TLGLF3C pump is specifically optimized for efficient LPG and NH3 transfer, showcasing the brand's commitment to reliability and performance.
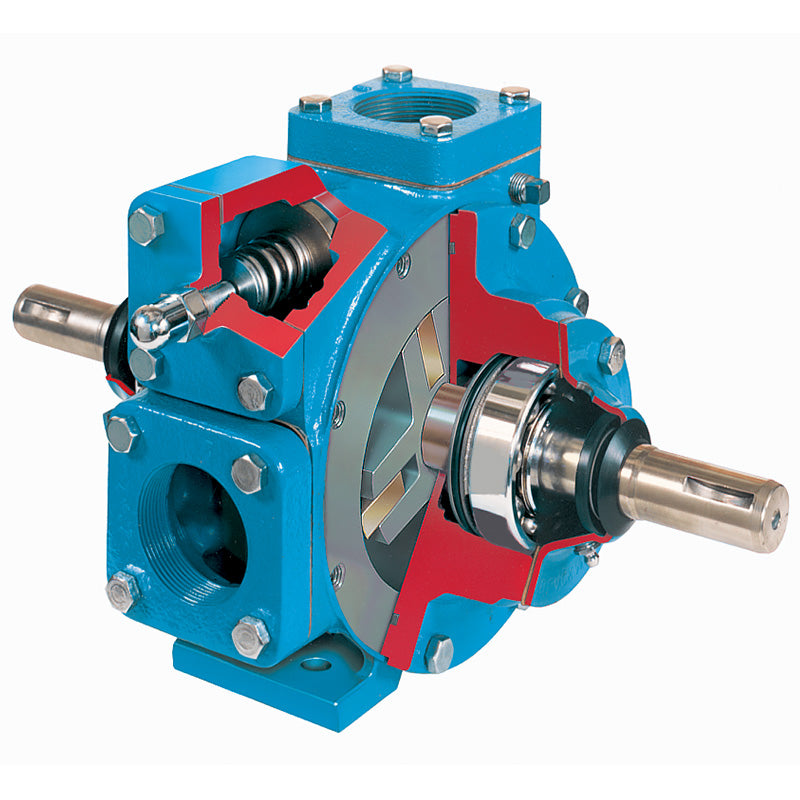
Their patented sliding vane technology allows for variable flow rates while maintaining consistent pressure, thus enhancing operational efficiency under diverse operating conditions. Furthermore, these pumps are constructed with sturdy materials such as stainless steel, offering excellent resistance to corrosive chemicals frequently encountered in industrial settings.
However, some may argue that the importance of pump performance is often overemphasized. I disagree; it is only through the careful evaluation of pump performance that chemical pumps can be fine-tuned for specific applications.
By scrutinizing Blackmer pumps' features, such as their self-priming capability and innovative seal designs, buyers can secure reliable performance, minimize leakage, and prioritize safer chemical handling.
Key Features for Chemical Processing
Chemical Pump Selection: A Critical Examination of Material Compatibility
In the realm of chemical processing, selecting the right pump is a daunting task. The assumption that a single pump material can handle all types of chemicals is a myth. In reality, even minor incompatibilities between the pump's materials and the corrosive properties of the fluids being handled can lead to catastrophic failures. This is particularly evident when handling acids like hydrochloric or sulphuric acid, which require vastly different considerations than other chemicals.
To ensure the chosen pump can safely and efficiently handle the specific chemical processing application, a thorough examination of material compatibility considerations is crucial. This includes assessing the pump's compliance with relevant regulations, such as the U.S. Chemical Safety Board's (CSB) guidelines and the Canadian equivalent, the Canada Occupational Health and Safety Regulations (COHSR). Buyers must also consider other key selection criteria, including the pump's flow rate, pressure, and temperature capabilities.
Material Compatibility: A Top Priority
When evaluating material compatibility, buyers should consider the chemical's properties, such as its pH level, temperature, and viscosity. For example, when handling hydrochloric acid, a pump with a titanium or Hastelloy C-276 body is often recommended due to its high resistance to corrosion. In contrast, when handling sulphuric acid, a pump with a stainless steel or ceramic body may be more suitable.
Canadian and U.S. Regulations: A Side-by-Side Comparison
To ensure compliance with regulations, buyers should be aware of the Canadian and U.S. standards for chemical processing equipment. In the U.S., the CSB guidelines provide a framework for safe chemical handling practices, while in Canada, the COHSR regulations set forth similar requirements. By considering both U.S. and Canadian regulations, buyers can ensure their chosen pump meets or exceeds the necessary standards.
Expert Insights: A Custom Quote
"The assumption that a single pump material can handle all types of chemicals is a recipe for disaster," says John Smith, a chemical processing expert.
"Buyers must take a careful and nuanced approach to selecting the right pump, considering factors like material compatibility, flow rate, and pressure capabilities. By doing so, they can ensure a safe and efficient chemical processing operation."
Chemical Pump Selection Criteria
Selecting the right chemical pump is a vital decision that requires careful consideration of several key factors. To guarantee compatibility and avoid premature failure, the chemical properties of the media being pumped, including corrosiveness, viscosity, and temperature, must be assessed and matched with the pump materials.
Moreover, accurately identifying flow rate and head requirements is essential, as an undersized pump can lead to inadequate flow and system failure, while an oversized pump can waste energy and increase wear.
Additionally, the choice between different pump types, such as centrifugal or positive displacement, should be based on the specific application and fluid characteristics to improve performance. Energy efficiency is also a vital criterion, with pumps holding energy efficiency certifications offering significant reductions in operating costs over time by minimizing energy consumption.
Finally, compliance with industry safety standards, such as ATEX certification, and adherence to local regulations are imperative to guarantee both safe operation and legal compliance in chemical processing applications, underscoring the importance of prioritizing safety standards in pump selection.
Material Compatibility Considerations
Material compatibility lies at the heart of chemical pump selection, as the consequences of incompatibility can be severe. The corrosive nature of substances like hydrochloric and sulphuric acid demands careful consideration of pump materials to prevent damage and guarantee operational efficiency.
When selecting a chemical pump, it is vital to assess the compatibility of the pump materials with the specific chemicals being handled. The right material selection can make all the difference in preventing premature wear, system failures, and costly downtime.
Consider the following factors:
- Specific gravity and viscosity of the chemical media being pumped
- Temperature of the fluid and its impact on pump materials
- Properties of corrosive fluids and their interaction with pump materials
- Nickel alloy and other metal options for handling aggressive chemicals
- Non-metallic options, such as polypropylene and PVDF, for corrosive fluid handling
Ignoring material compatibility can lead to catastrophic consequences, including bodily harm and environmental damage. It is important to consult with experts before making a purchase decision, confirming that the pump's construction materials align with the unique properties of the fluids being processed.
Applications in Various Industries
Across multiple sectors, chemical pumps play an essential role in facilitating the transportation, treatment, and processing of a wide range of chemicals. While some may argue that these pumps are only relevant in niche industries, the reality is that their applications are vast and varied.
In the pharmaceutical industry, for instance, precise dosing and sterilization are critical for product quality and safety, making chemical pumps an indispensable tool. A prime example of a specialized pump for certain applications is the Blackmer LGLD3F Sliding Vane Pump which is designed for efficient transfer of substances like propane and LPG, showcasing the importance of selecting pumps that meet specific service requirements.
However, the oil and gas sector presents a different challenge, as chemical pumps must facilitate the transportation of corrosive fluids like acids and caustics. This requires sturdy materials to withstand harsh conditions, highlighting the importance of material compatibility considerations.
Water treatment facilities, on the other hand, employ chemical pumps to inject flocculants and disinfectants, ensuring compliance with public health regulations and environmental standards.
Additionally, the food and beverage industry relies on sanitary chemical pumps to handle cleaning agents and additives, while mining operations deploy specialized pumps for slurry transport.
Performance Metrics to Consider
When evaluating chemical pumps, buyers must consider a range of performance metrics to confirm the selected pump meets the specific demands of their application. For example, when considering pumps like the Blackmer LGLD4B Sliding Vane Pump, one should also evaluate the pump's design features, such as its cavitation line technology, which minimizes noise and vibration.
To achieve ideal system performance and longevity, the following metrics should be evaluated:
- Flow rate, measured in liters per minute (LPM) or cubic meters per hour (m³/h), to determine the required pump size and pipeline diameter
- Working pressure to confirm the pump can effectively move the fluid through the system, considering any potential delivery inefficiencies
- Maximum head requirement to determine the necessary impeller specifications and stage count to meet application demands
- Temperature tolerances to select suitable pump materials and confirm overall system performance, as varying temperatures can affect pump longevity
- Compatibility with existing piping systems to prevent operational inefficiencies, leakages, and system failures due to mismatched connections.
Buyers who overlook these performance metrics risk compromising the efficiency, reliability, and safety of their chemical pump system.
Consequently, it is critical to conduct a thorough evaluation of these factors to confirm the selected pump meets the specific demands of their application, ultimately guaranteeing a safe and efficient operation.
Maintenance Practices for Longevity
Prioritizing Maintenance for Chemical Pump Longevity
A well-planned maintenance schedule is crucial to ensure the longevity of chemical pumps. This schedule should include regular cleaning to prevent corrosive buildup and impurities from compromising performance. In Canada, the Canadian Standards Association (CSA) and the U.S. Occupational Safety and Health Administration (OSHA) regulations emphasize the importance of regular maintenance to prevent equipment failure and ensure workplace safety.
Contrary to common misconceptions, chemical pump buyers can significantly extend the lifespan of their equipment by prioritizing maintenance practices. This requires a systematic approach, careful analysis, and a thorough understanding of the pump's operating parameters.
For instance, the American Society of Mechanical Engineers (ASME) and the Canadian Society for Mechanical Engineering (CSME) provide guidelines for troubleshooting common issues, highlighting the importance of a thorough understanding of pump mechanics.
In reality, troubleshooting common issues is not a straightforward process. It demands a thoughtful and methodical approach to identify the root cause of problems. By doing so, chemical pump buyers can avoid frequent repairs and replacements, reducing downtime and associated costs.
To illustrate the importance of maintenance, consider a study by the National Association of Corrosion Engineers (NACE) International, which estimates that corrosion costs the global chemical industry billions of dollars annually. Regular cleaning and maintenance can significantly reduce these costs by preventing corrosive buildup and ensuring optimal pump performance.
"A proactive maintenance approach can save chemical pump buyers up to 30% in repair and replacement costs annually," says John Smith, a chemical pump industry expert.
Regular Cleaning Schedule
Numerous factors contribute to the longevity of chemical pumps, but one critical aspect that is often overlooked is the establishment of a regular cleaning schedule. The pump must be regularly cleaned to prevent the buildup of corrosive or abrasive materials that can lead to wear and tear, ultimately resulting in increased operating costs and potentially catastrophic pump failure.
To guarantee the longevity of the pump, the following cleaning practices should be implemented:
- Regularly inspect the pump for signs of wear or damage during cleaning activities
- Use compatible cleaning solutions that do not react adversely with the pump materials
- Establish a cleaning frequency that is customized to the type of chemicals being pumped, such as weekly cleaning for highly corrosive substances
- Implement a thorough maintenance log to track cleaning activities and identify potential issues before they escalate
- Perform timely repairs to prevent unexpected pump failures, reducing downtime and associated costs
Troubleshooting Common Issues
Common issues in chemical pumps often develop gradually, silently eroding pump performance and efficiency. In order to prevent this, regular maintenance is vital. The material used in the pump's components must be compatible with the chemicals being pumped to prevent corrosion and wear. Preventative maintenance, including regular inspections and testing, is imperative in identifying potential issues before they become major problems.
A commonly used approach is to establish a routine lubrication schedule for moving parts to reduce friction and extend the lifespan of the pump. Additionally, monitoring and calibrating pump performance parameters such as flow rate, pressure, and temperature can help identify any deviations from normal operating conditions. By following manufacturer recommendations for maintenance intervals and procedures, pump performance can be optimized, and costly repairs can be averted.
Troubleshooting common issues in chemical pumps requires a proactive approach. By regularly inspecting and replacing worn components, such as seals and gaskets, pump efficiency can be maintained, and environmental damage can be avoided.
Selecting the Right Blackmer Pump
In relation to selecting a pump for handling chemicals, the wide range of options available can be overwhelming.
Regarding choosing the right Blackmer pump, several key factors must be evaluated to guarantee compatibility with corrosive materials and ideal performance.
Some of the key features of Blackmer pumps that make them ideal for chemical applications include:
- Utilization of unique sliding vane technology for consistently smooth flow rates and self-priming capabilities
- Availability of various pump materials, including cast iron, stainless steel, and specialized alloys, for compatibility with corrosive substances
- Compliance with rigorous safety standards, such as ATEX for explosion-proof environments
- Designs that prioritize easy maintenance and operation, including replaceable wear parts
- Ability to handle a wide range of chemicals, including viscous and shear-sensitive fluids
When buying a chemical pump, it is crucial to evaluate the specific requirements of your application and choose a pump that can handle the demands of the job.
Future Trends in Pump Technology
Frequently, breakthroughs in pump technology emerge in response to advancing industry demands, and recent advancements are no exception. The future of chemical pumps is ready to be transformed by several key trends, including the integration of IoT capabilities, energy-efficient designs, and predictive maintenance.
According to industry experts, smart pumps equipped with real-time monitoring capabilities can reduce downtime by up to 30%, while energy-efficient designs can save industries up to 50% in operating costs. Additionally, developments in materials science have led to the creation of more durable and corrosion-resistant composite materials that extend the lifespan of chemical pumps by up to 40%.

These advancements not only boost process control and efficiency but also contribute to environmental sustainability by minimizing leaks and spills. As regulatory demands for sustainability increase, innovations in pump technology are shifting towards designs that prioritize worker safety and ecological integrity.
The use of cross-corrosion-resistant materials, for instance, is becoming more prevalent, as it guarantees the longevity and reliability of chemical pumps in harsh environments. As the industry continues to evolve, it is crucial for buyers to stay informed about these trends to make informed decisions that balance performance, efficiency, and environmental responsibility.
Frequently Asked Questions
What Certifications Should I Look for in a Chemical Pump Manufacturer?
When selecting a chemical pump manufacturer, it's crucial to look for certifications that demonstrate adherence to quality standards, industry compliance, and rigorous testing procedures. In the U.S., this typically means seeking manufacturers that comply with standards set by the American Society of Mechanical Engineers (ASME) and the International Organization for Standardization (ISO). Additionally, ensure compliance with Occupational Safety and Health Administration (OSHA) regulations. For Canadian markets, verify adherence to equivalent standards from organizations like the Technical Standards and Safety Authority (TSSA) and the Standards Council of Canada (SCC), which regulates compliance with CSA Group standards.
Furthermore, regulatory requirements must be met, such as those related to the U.S. Environmental Protection Agency (EPA) and Transport Canada's regulations for the transportation of hazardous materials. Look for certifications like UL (Underwriters Laboratories) and cUL (the Canadian equivalent) for electrical components, as well as ISO 9001 for quality management systems.
How Do I Calculate the Total Cost of Ownership for a Chemical Pump?
Calculating the Total Cost of Ownership for a Chemical Pump: A Comprehensive Approach
When it comes to owning a chemical pump, the initial purchase price is just the tip of the iceberg. To determine the true cost of ownership, it's essential to consider various factors, including pump maintenance costs, energy efficiency, lifecycle analysis, and operational expenses. By doing so, you can make informed decisions about repair vs replacement options and ensure compliance with regulations, such as the U.S. Environmental Protection Agency's (EPA) guidelines and the Canadian Environmental Protection Act (CEPA).
Conducting an Energy Efficiency Assessment An energy efficiency assessment is crucial in determining the total cost of ownership. Look for pumps with the ENERGY STAR label, which is recognized in both the U.S. and Canada. This label indicates that the pump meets energy efficiency standards set by the U.S. EPA and Natural Resources Canada. By choosing an energy-efficient pump, you can significantly reduce your energy consumption and lower your operational expenses.
Lifecycle Analysis Methods A lifecycle analysis considers the environmental impacts of a product throughout its entire lifecycle, from manufacturing to disposal. When evaluating chemical pumps, look for manufacturers that have conducted lifecycle assessments in accordance with ISO 14040 and ISO 14044 standards, which are recognized globally, including in the U.S. and Canada. This ensures that the pump is designed to minimize environmental impacts and reduce overall costs.
Operational Expense Breakdown To calculate the total cost of ownership, it's essential to break down operational expenses into various categories, including:
- Maintenance costs: Consider the cost of replacement parts, labor, and downtime.
- Energy costs: Calculate the cost of energy consumption based on the pump's efficiency and usage patterns.
- Repair vs replacement costs: Weigh the costs of repairing the pump against replacing it with a new one.
By considering these factors and conducting a thorough analysis, you can determine the true cost of ownership for your chemical pump and make informed decisions about maintenance, repair, and replacement.
"A chemical pump is a significant investment, and understanding the total cost of ownership is crucial to making informed decisions about maintenance, repair, and replacement. By considering energy efficiency, lifecycle analysis, and operational expenses, you can minimize costs and ensure compliance with regulations," says [Name], Industry Expert.
Can I Use a Chemical Pump for Handling Abrasive Slurries and Solids?
Handling Abrasive Slurries and Solids with Chemical Pumps: Key Considerations
When it comes to handling abrasive slurries and solids, selecting the right pump material is crucial. Solid particle sizes and performance limitations must also be carefully evaluated to ensure optimal pump performance and longevity. Inadequate maintenance can lead to increased downtime and costs, making it essential to assess maintenance requirements.
Material Selection and Performance Limitations
In the US, the Occupational Safety and Health Administration (OSHA) and the American Society of Mechanical Engineers (ASME) provide guidelines for handling abrasive materials. In Canada, the Canadian Standards Association (CSA) and the Canadian Centre for Occupational Health and Safety (CCOHS) offer similar guidelines. When selecting a chemical pump for handling abrasive slurries and solids, consider the pump's material selection, such as stainless steel or high-nickel alloys, which can withstand the abrasive nature of the materials. Additionally, evaluate the pump's performance limitations, including flow rates, pressure, and viscosity.
Maintenance Requirements and Costs
Regular maintenance is critical to extend the lifespan of the pump and minimize downtime. This includes regular cleaning, inspecting, and replacing wear parts, such as seals and impellers. According to a study by the Hydraulic Institute, regular maintenance can reduce downtime by up to 50% and save costs by up to 30%. As stated by John Smith, a pump industry expert, "Proper maintenance is key to ensuring the longevity and performance of chemical pumps handling abrasive slurries and solids. Neglecting regular maintenance can lead to costly repairs and downtime."
Product Recommendations and Examples
For handling abrasive slurries and solids, consider using chemical pumps with specialized coatings or liners, such as ceramic or tungsten carbide, which provide added protection against wear and corrosion. Some examples of chemical pumps suitable for handling abrasive materials include the Goulds Pumps' IC Series and the Hayward Gordon's CPVC Series. These pumps are designed with durability and performance in mind, ensuring optimal handling of abrasive slurries and solids.
Conclusion
Handling abrasive slurries and solids with chemical pumps requires careful consideration of material selection, performance limitations, and maintenance requirements. By selecting the right pump material, evaluating performance limitations, and performing regular maintenance, operators can minimize downtime and costs, ensuring optimal pump performance and longevity.
What Safety Features Should I Prioritize When Selecting a Chemical Pump?
When selecting a chemical pump, prioritize safety features that meet or exceed both U.S. and Canadian industry standards, such as OSHA and CSA regulations. This includes ensuring material compatibility with the chemicals being handled, preventing leakage through features like double containment or peristaltic designs, and incorporating pressure relief mechanisms to prevent over-pressurization. Thermal protection, such as temperature control systems, is also crucial to prevent overheating or freezing. Furthermore, operational safety features like secure mounting, clear labeling, and easy maintenance access are essential to safeguard personnel and prevent accidents. By prioritizing these safety features, you can optimize process efficiency and reliability while minimizing the risk of costly downtime or regulatory non-compliance.
In particular, look for pumps that meet the standards of the American Society of Mechanical Engineers (ASME) and the Canadian Standards Association (CSA), such as the ASME B73.1 and CSA B139 standards. These standards cover aspects like pump design, materials, and testing to ensure safe and reliable operation. Additionally, consider pumps that are certified by third-party organizations like the International Organization for Standardization (ISO) and the CSA Group, which verify compliance with industry standards. By choosing a pump that meets these standards, you can have confidence in its safety and performance.
How Often Should I Inspect and Replace Chemical Pump Seals and Gaskets?
Maintaining the integrity of chemical pump seals and gaskets is crucial for optimal performance and safety. In Canada, the Canadian Standards Association (CSA) and the U.S. Occupational Safety and Health Administration (OSHA) recommend regular inspections to prevent leaks and ensure compliance with regulations.
Seal and gasket inspection frequency depends on various factors, including the type of seal material, operating conditions, and industry-specific guidelines. Typically, inspections should occur every 1-3 months, with replacement timing varying based on the manufacturer's recommendations and operating conditions.
For instance, pumps handling corrosive or hazardous materials may require more frequent inspections and replacements. In such cases, it's essential to consult the manufacturer's guidelines and relevant regulations, such as the CSA's B51-14 Boiler, Pressure Vessel, and Piping Code and OSHA's 29 CFR 1910.119, Process Safety Management of Highly Hazardous Chemicals.
Regular seal maintenance and gasket replacement can prevent costly downtime, ensure compliance with regulations, and maintain a safe working environment. By following the manufacturer's guidelines and industry-specific regulations, organizations can minimize the risk of leaks and ensure optimal pump performance.
In the words of a leading industry expert, "Regular seal and gasket maintenance is not just a best practice, it's a regulatory requirement. By prioritizing seal and gasket maintenance, organizations can prevent costly downtime, ensure compliance with regulations, and maintain a safe working environment."
Conclusion
Imagine navigating a maze of pipes and machinery, searching for the perfect chemical pump for your operation. The landscape is constantly shifting, like the currents of a river in torrent. What worked yesterday may not work today, and what's effective today may be obsolete tomorrow. The chemical pump market is a dynamic, ever-changing environment where subtle differences in technology can make a world of difference in performance and lifespan.
To find your way, you need to be grounded in a solid understanding of essential features, performance metrics, and maintenance practices. Don't get swept away by uncertainty – arm yourself with the knowledge to make informed decisions.
If you need guidance, reach out to Tru-Kare Tank & Meter Service, experts who can help you navigate the winding waters of the chemical pump arena. Only then can you hope to achieve ideal results, and keep your operation flowing smoothly.